outdoor projector waterproof case manufacturer
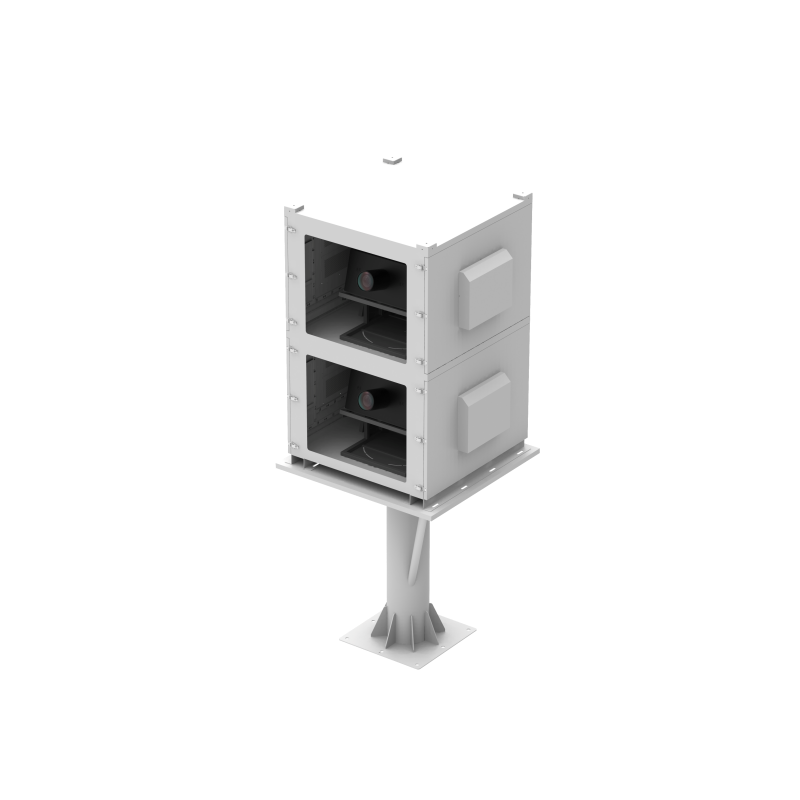
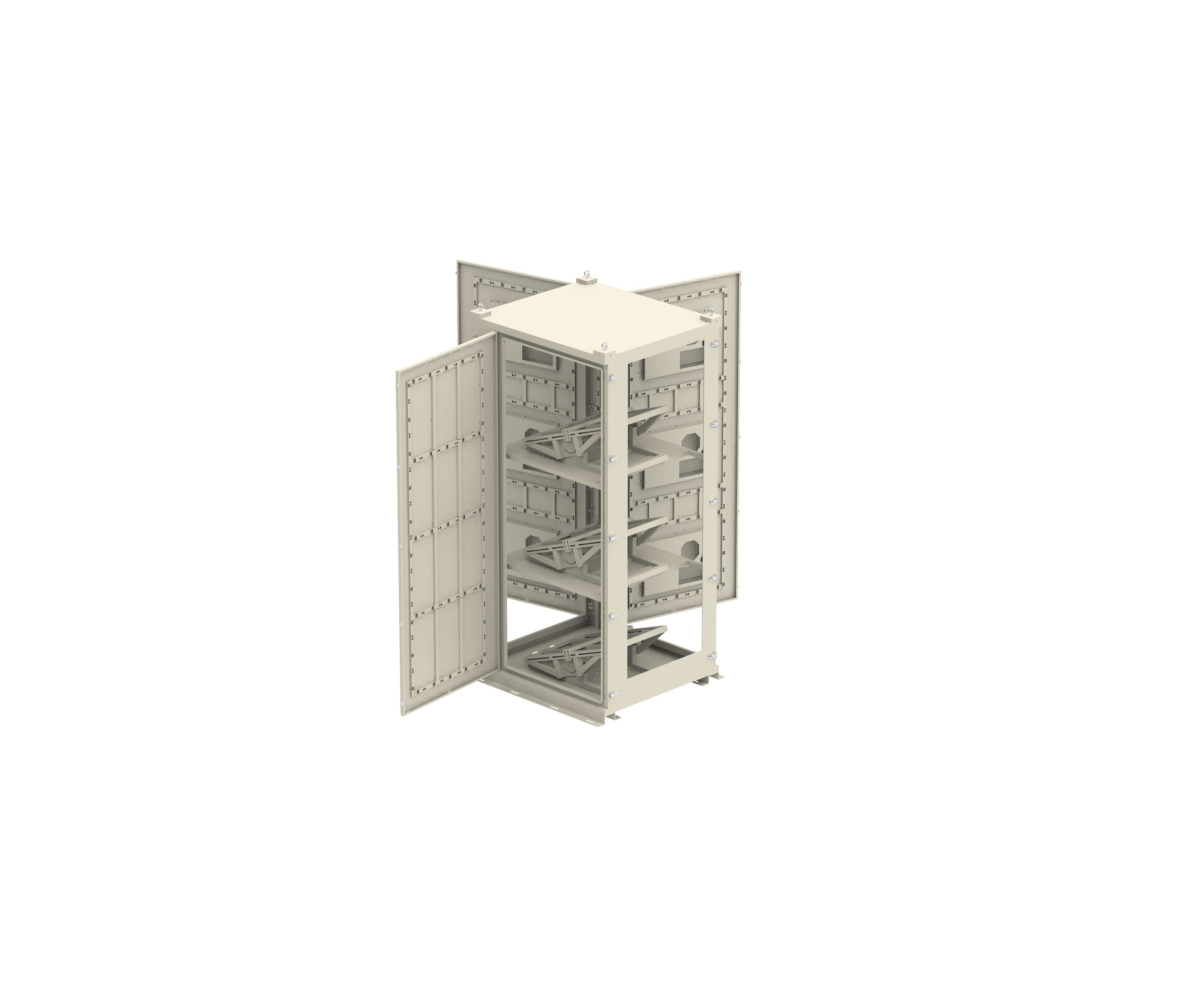
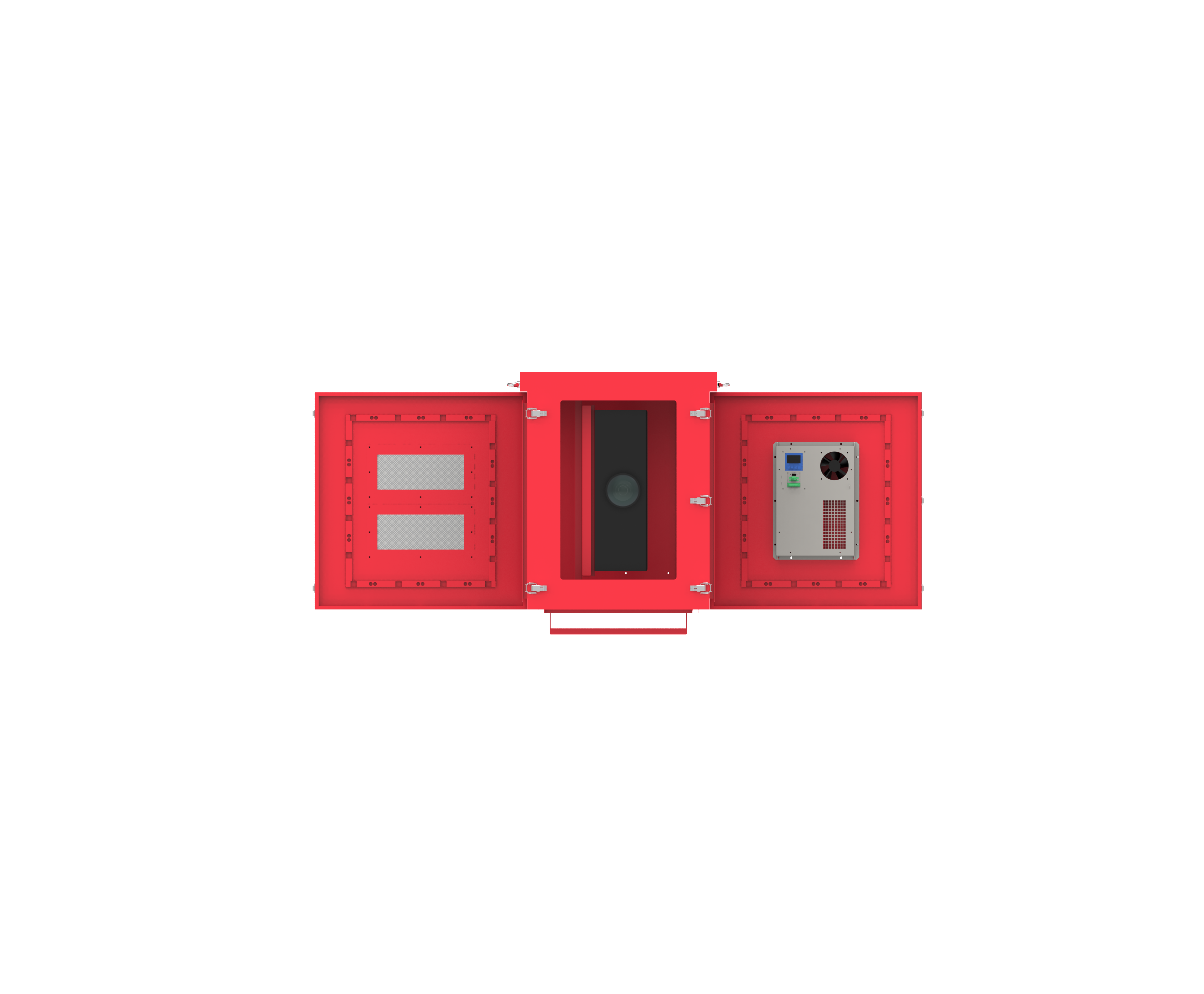
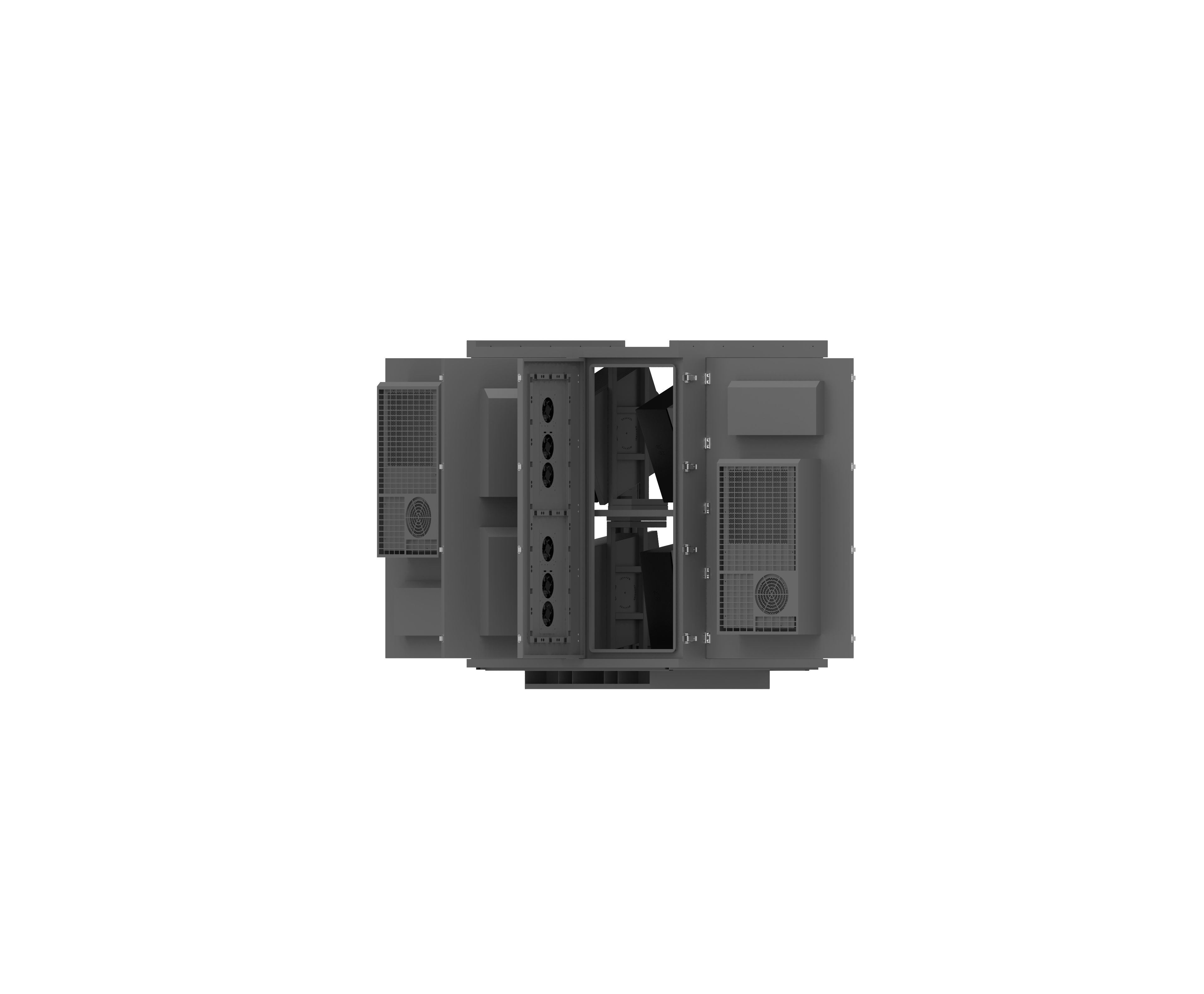
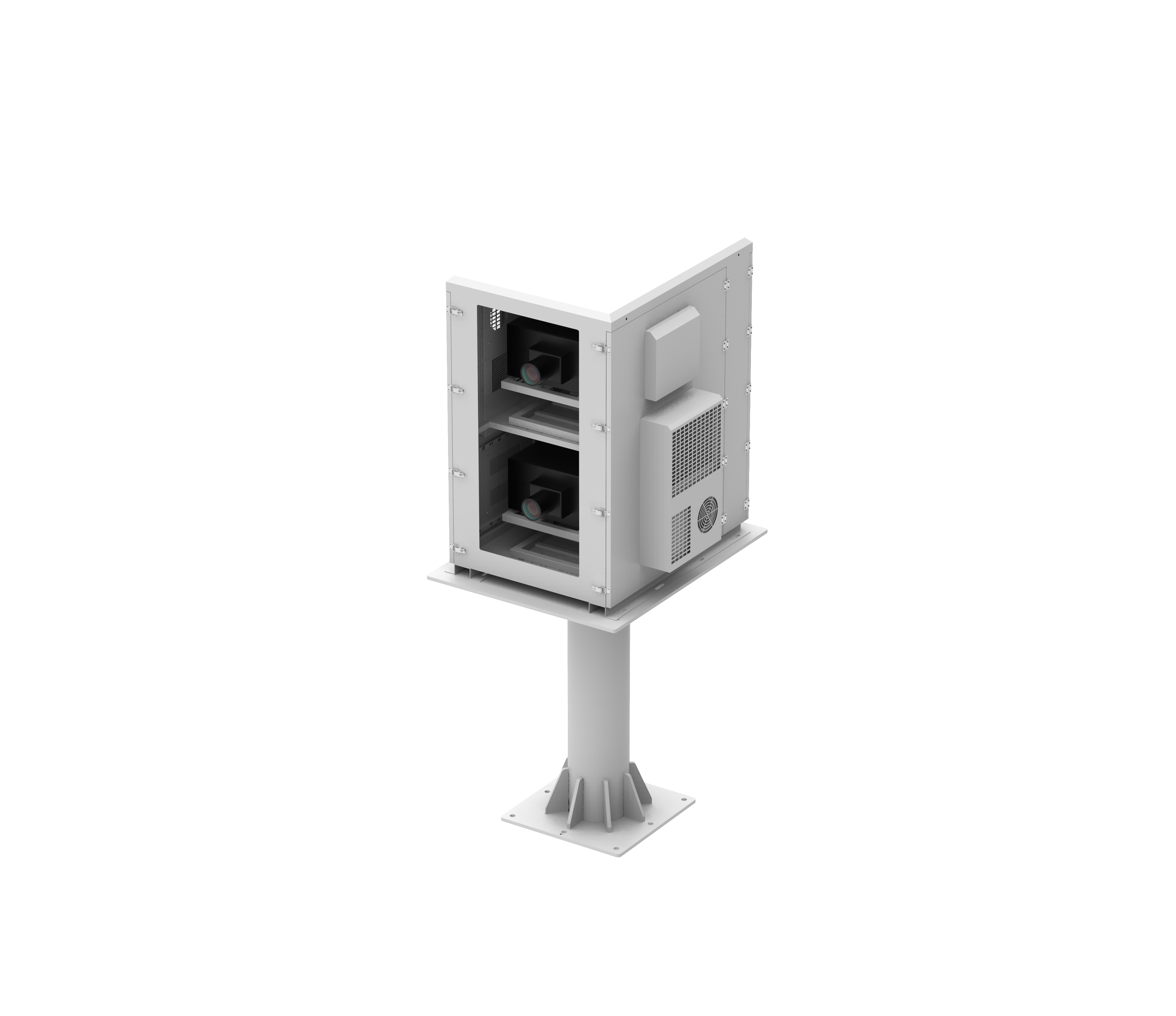
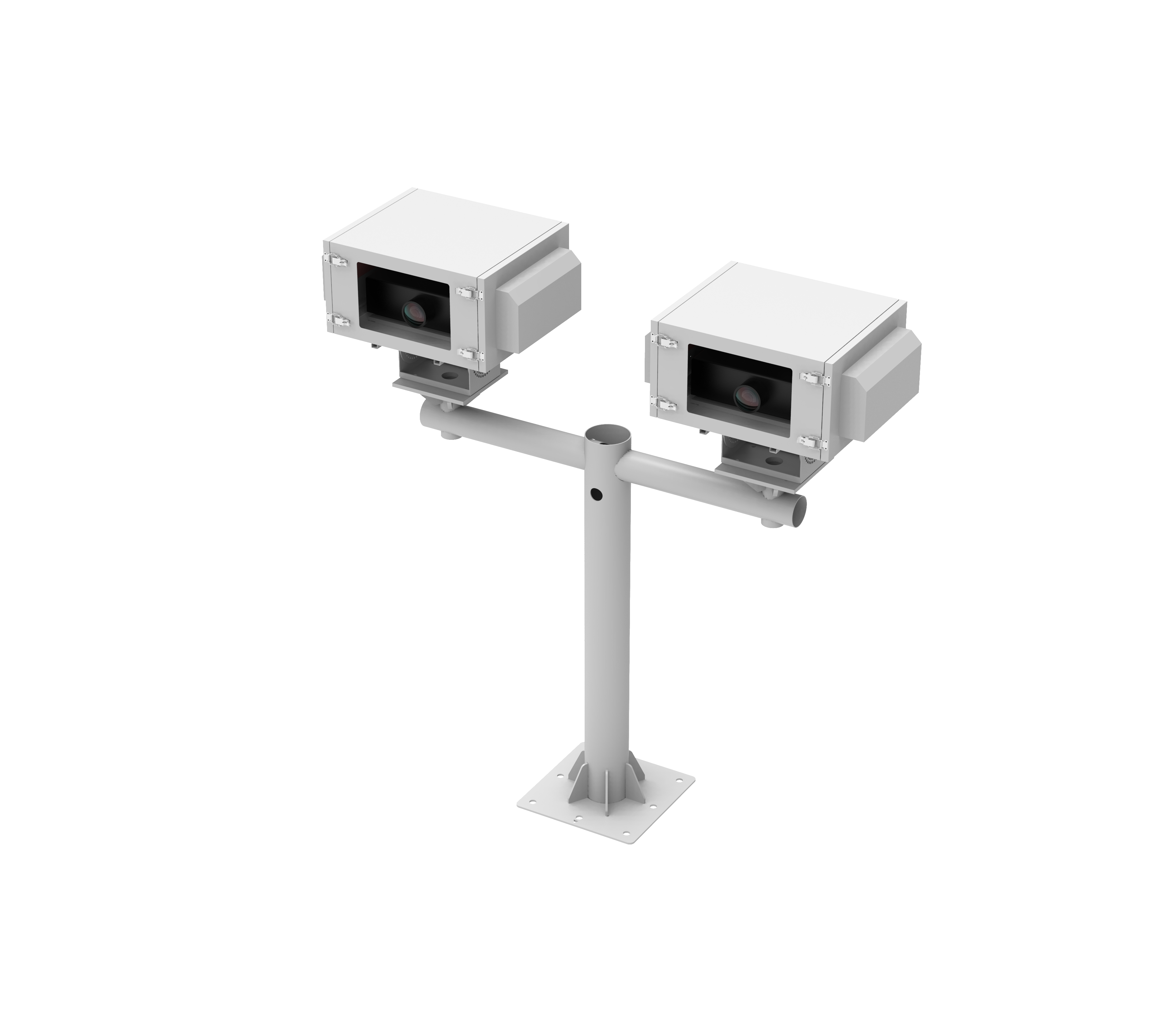
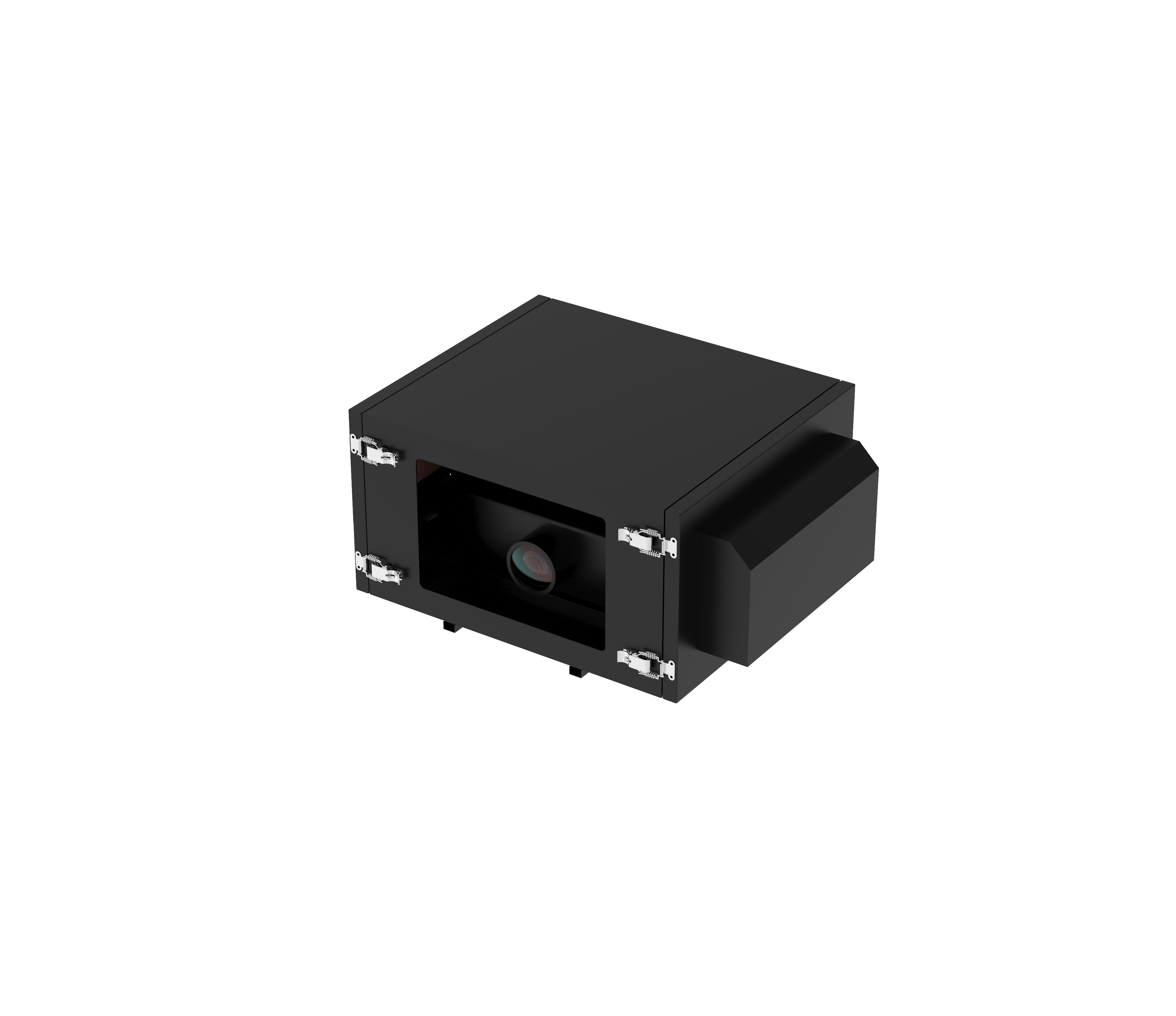
An outdoor projector waterproof case manufacturer specializes in designing and producing protective enclosures that safeguard projection equipment from harsh environmental conditions. These manufacturers engineer cases using advanced materials such as high-grade aluminum alloys, reinforced polycarbonate, and industrial-grade sealing components to create robust housings for outdoor projection systems. The primary function of these cases is to provide comprehensive protection against water ingress, dust accumulation, temperature fluctuations, and physical impacts that could damage expensive projection equipment. Modern outdoor projector waterproof case manufacturers incorporate sophisticated technologies including IP65 or IP66 rated sealing systems, thermal management solutions with ventilation channels, anti-condensation mechanisms, and tempered glass viewing windows with anti-reflective coatings. These cases are engineered to maintain optimal operating temperatures while preventing moisture penetration, ensuring projectors function reliably in challenging outdoor environments. Applications span numerous sectors including outdoor cinema installations, architectural projection mapping, digital signage displays, sports venue entertainment systems, theme park attractions, and permanent outdoor advertising installations. A professional outdoor projector waterproof case manufacturer offers customization services to accommodate various projector models and mounting configurations, providing cable management solutions, remote control access panels, and adjustable mounting brackets. These protective enclosures extend equipment lifespan significantly by shielding sensitive electronics from environmental degradation, reducing maintenance costs and ensuring consistent performance throughout different weather conditions and seasonal changes.