rugged projector waterproof box factory
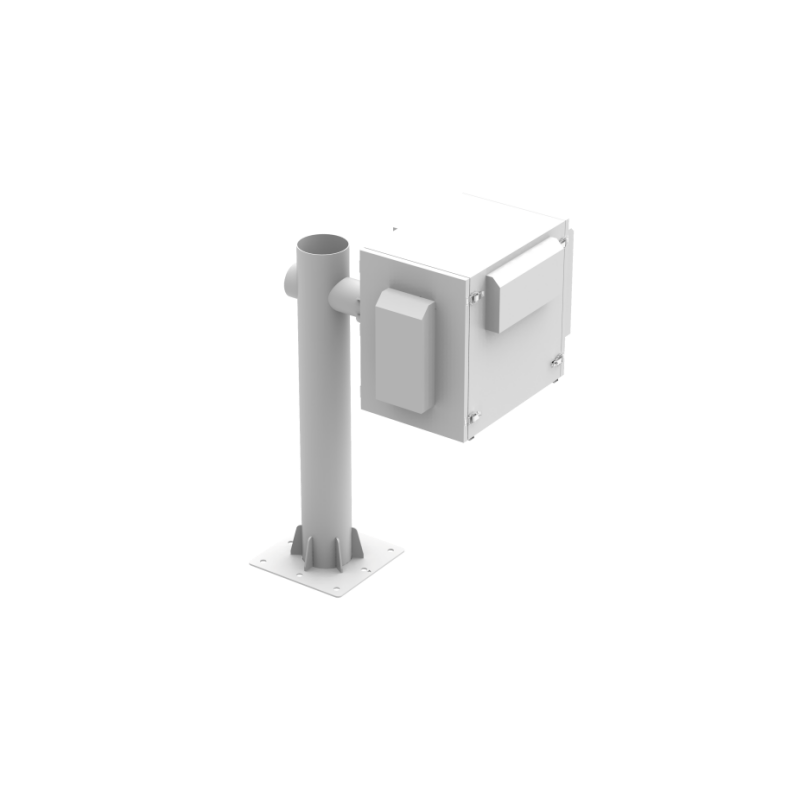
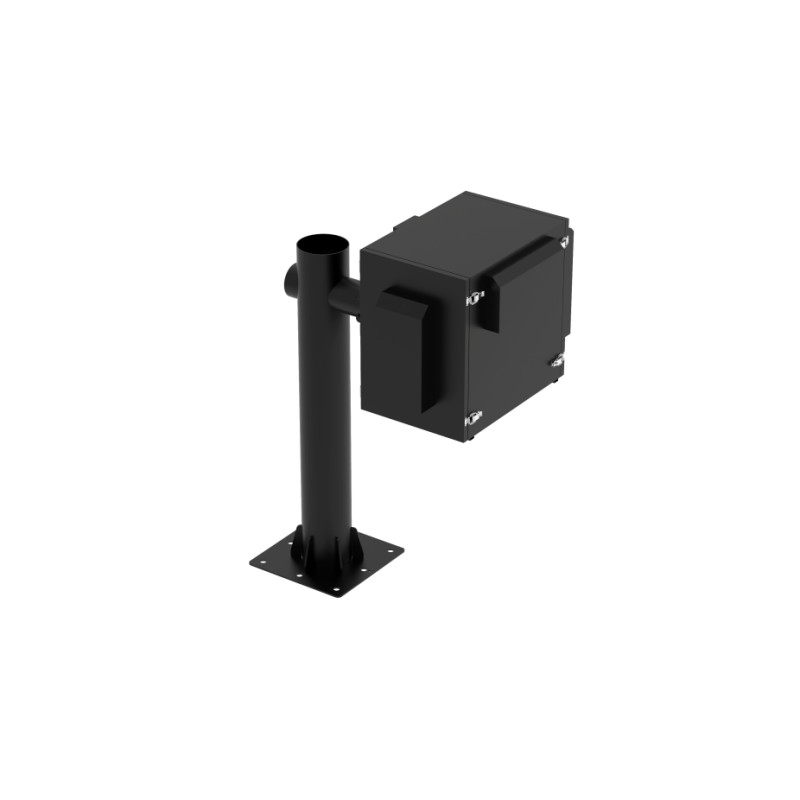
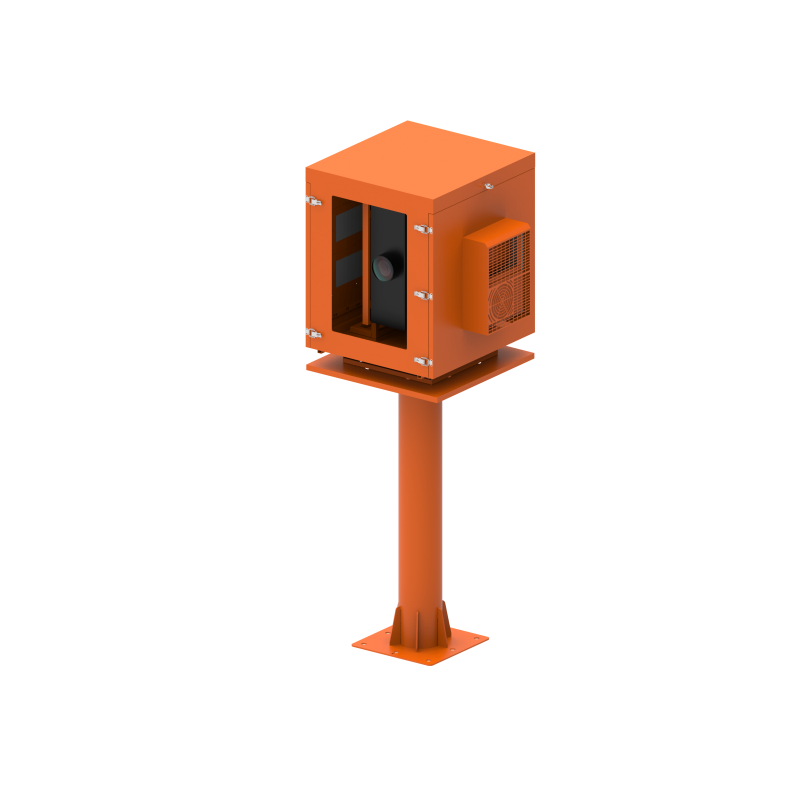
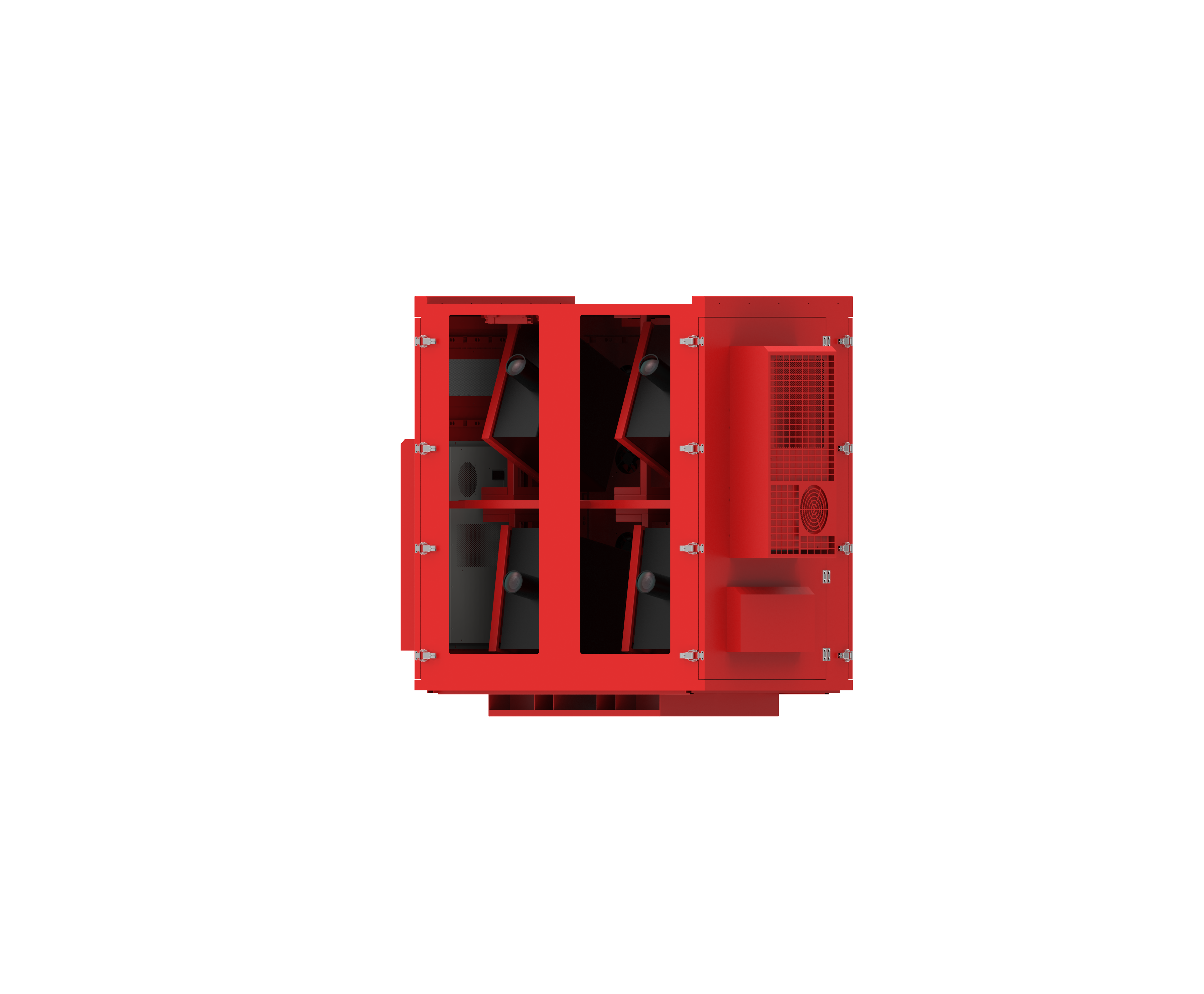
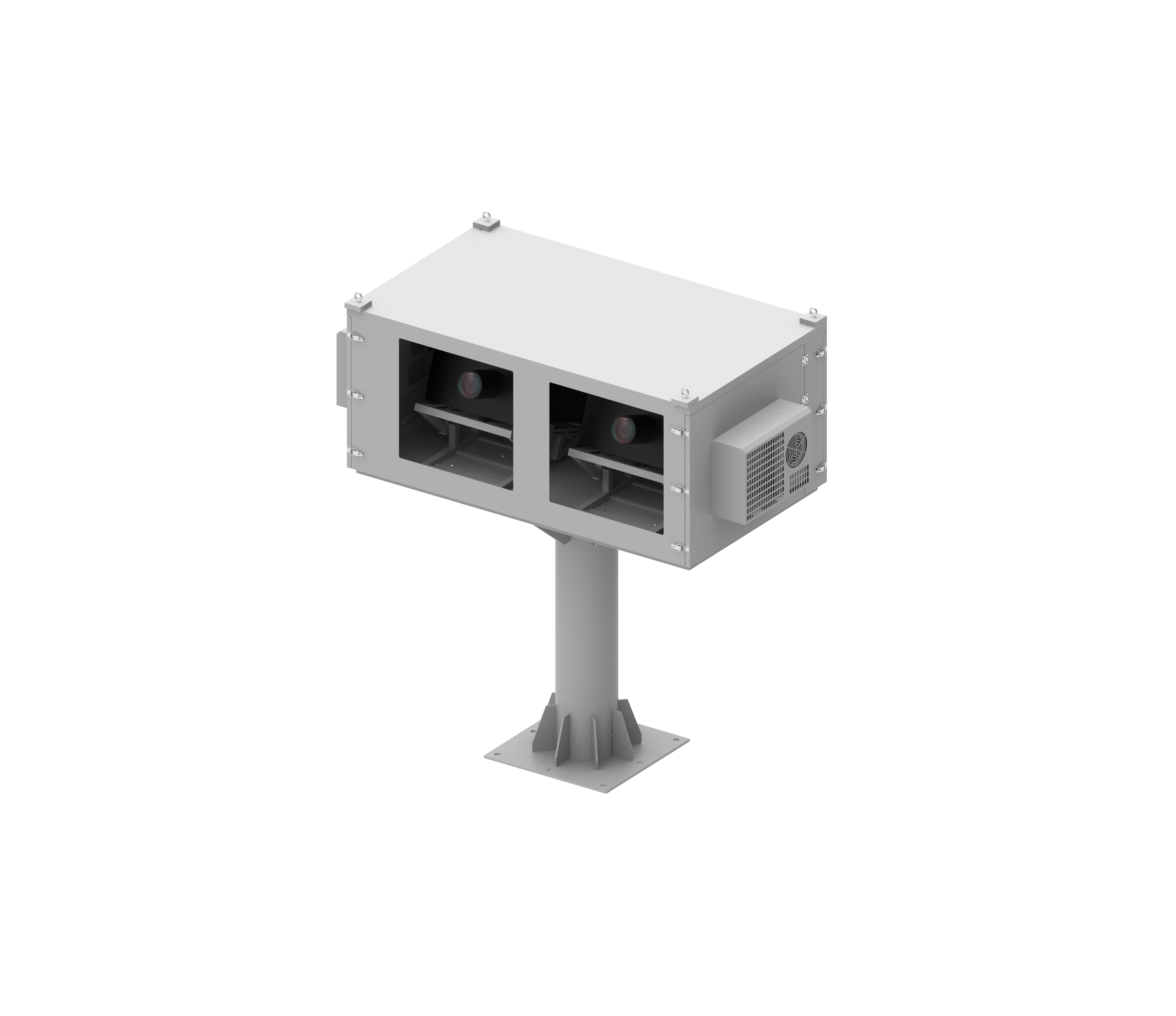
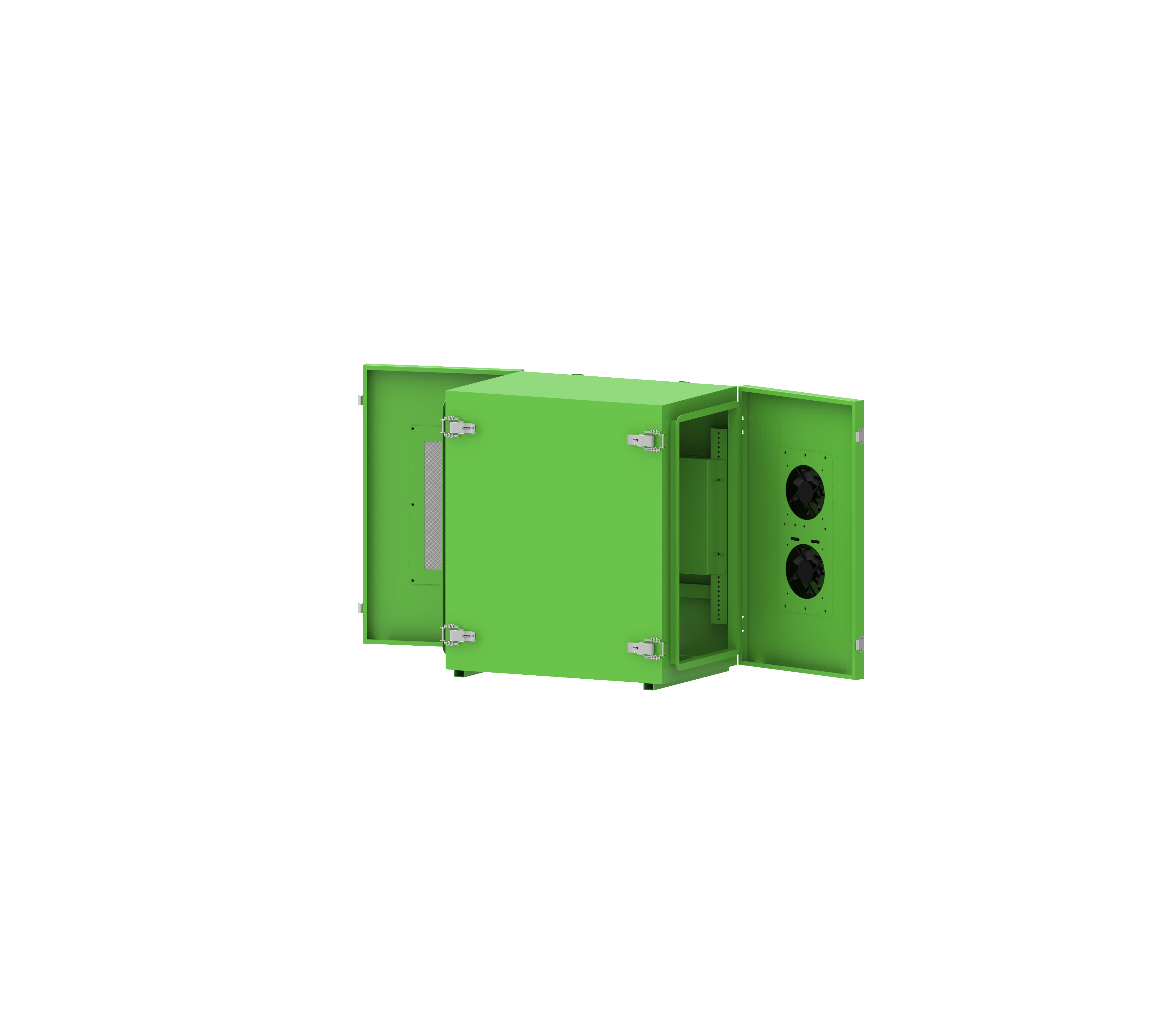
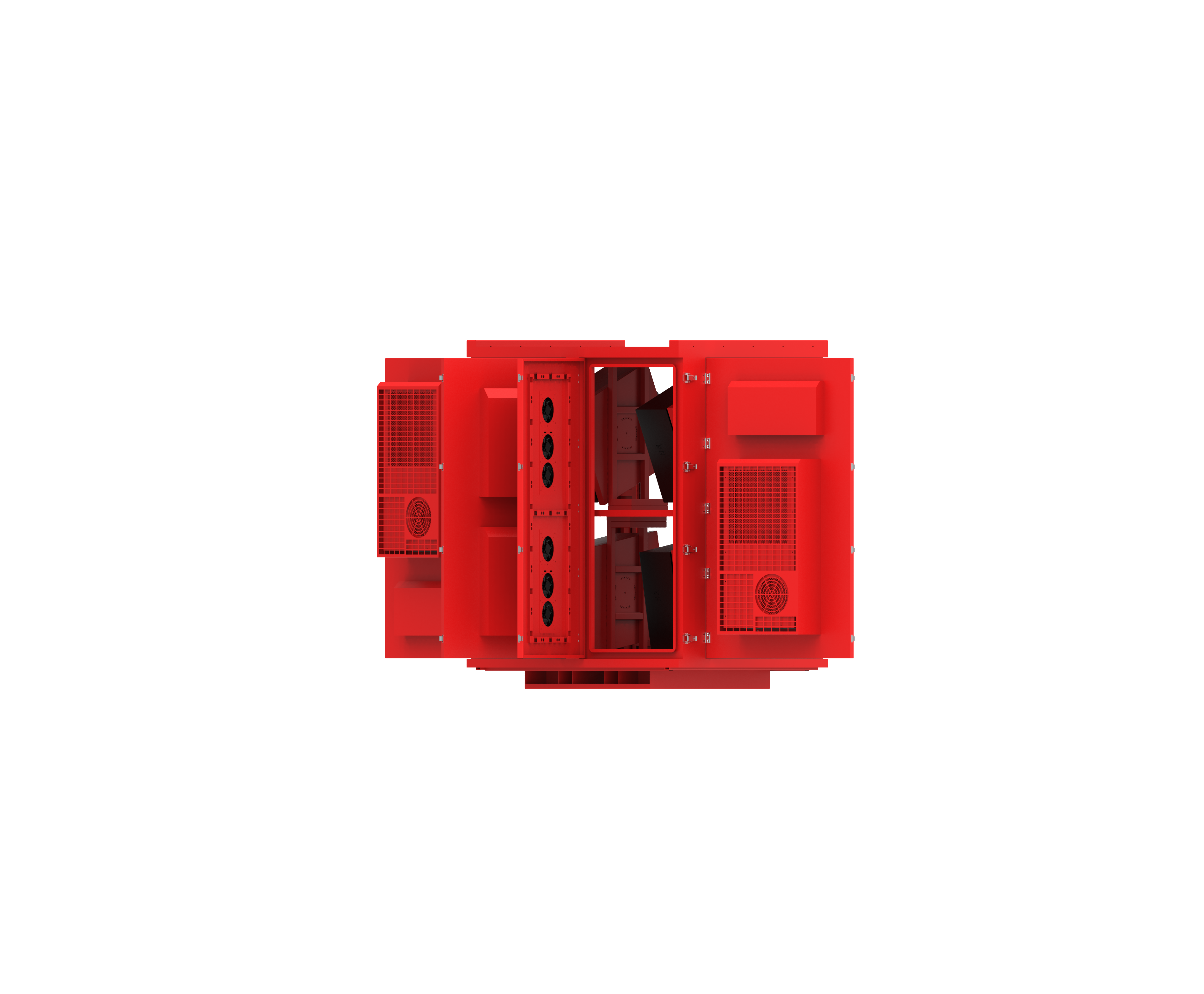
A rugged projector waterproof box factory specializes in manufacturing protective enclosures designed to safeguard projection equipment in challenging environments. These facilities produce heavy-duty cases that shield projectors from water, dust, impact, and extreme temperatures, ensuring reliable operation in outdoor settings, industrial sites, and harsh weather conditions. The primary function of products from a rugged projector waterproof box factory is to provide comprehensive protection while maintaining optimal ventilation and accessibility for equipment operation and maintenance. Technological features include advanced sealing systems with IP-rated waterproof gaskets, reinforced construction using military-grade materials such as aluminum alloys and impact-resistant polymers, and precision-engineered cooling channels that prevent overheating without compromising protective integrity. Many factories incorporate custom foam inserts, adjustable mounting systems, and transparent viewing windows that allow operation without exposing the projector to environmental hazards. Applications span diverse sectors including outdoor cinema events, construction site presentations, marine navigation systems, military operations, emergency response deployments, and permanent installations in warehouses or manufacturing facilities. A professional rugged projector waterproof box factory employs rigorous quality control protocols, conducts extensive environmental testing, and offers customization services to match specific projector models and operational requirements. These manufacturers serve clients ranging from event production companies and audiovisual rental services to government agencies and industrial corporations requiring dependable equipment protection solutions that extend projector lifespan and reduce maintenance costs in demanding operational contexts.